Factory of the Future
So, what does hygienic design in the factory of the future look like? What factors need to be considered and what are the major constraints?
The factory of the future will:
• Have more automation
• Have better access to data
• Have better analysis of data
• Make better use of the data analysis
• Permit better decision making with more defined outcomes
First, to dispel some of the current myths. You cannot buy Industry 4.0 in a box. Buying a robot from the local robot salesman is not in itself Industry 4.0. Nor does connecting all your old equipment to the Internet realize the potential of Industry 4.0.
Industry 4.0 has been dubbed the fourth industrial revolution. As with the preceding three revolutions, it is the availability of technology and work practices rather than a specific playbook that defines Industry 4.0.
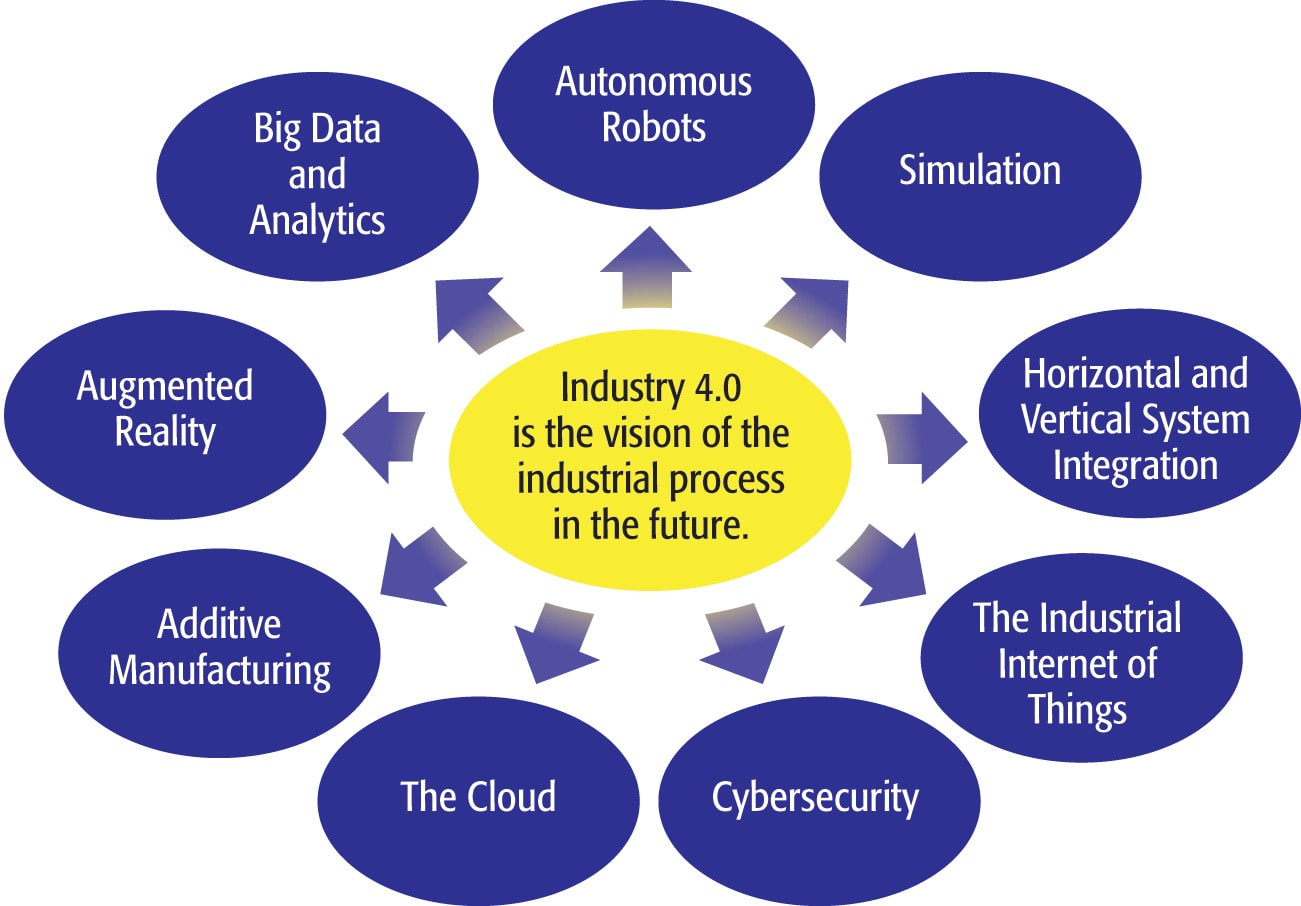
Industry 4.0 can be considered as a type of philosophy that has to be all-inclusive and company-wide for the principles to be effective and provide a positive business impact. But initiation and buy-in need to start at the top of the organization. Industry 4.0 can cover autonomous robotics, simulation, cybersecurity, Industrial Internet of Things (IIoT), the cloud, additive manufacturing, augmented reality, big data, and analytics. (Figure 1).
Taken all together, this can be considered quite a mountain to climb. You don’t have to include all aspects of Industry 4.0, but you need to be clear before you start what you plan to adopt and why. The first step on this climb has to be education, quickly followed by a robust adoption strategy. If done correctly, it will make economic sense.
Whether referencing the European Hygienic Engineering Design Group Hygienic Design Principles, Codex Alimentarius, C.F.R. Title 21 Part 110, or the North American Meat Institute’s fact sheets on hygienic design of equipment, we cannot lose sight of the overriding principles and goals of hygienic design. It has to make sense financially and operationally and consider the following from a safety perspective:
• Facility design
• Equipment design
• Sanitation practices
• Good Manufacturing Practices
• Education
In a highly regulated industry, hygienic design is well-understood. However, best practices are continually evolving based on industrial lessons learned but also in response to changing consumer needs. Increased demands for convenient food and reduced cooking time increase the chance of microbial infection, as not all microbes are killed in the cooking process. Reduced salt/preservative requirements can increase the likelihood of spoilage. An epidemic or pandemic can impact entire food production philosophies and practices. Social distancing is now the norm. There is an increased focus on staff health. So, as this evolution continues, how can you pick your fights and measure accurately the impact of the changes? This is where advances in technology conveniently covered by the umbrella of Industry 4.0 can help.
Having access to real-time information regarding the performance of equipment such as HVAC systems and their filters, pressures, etc. will enable you to ensure that they are operated and maintained in a manner to minimize personnel and food safety risks.
Rapid-method technologies are continuously being developed for the testing of microbial or foreign material contamination so that more data can be collected immediately and instantly trended, and actions can be taken.
These are just two simple examples of how hygienic design and Industry 4.0 relate to each other.